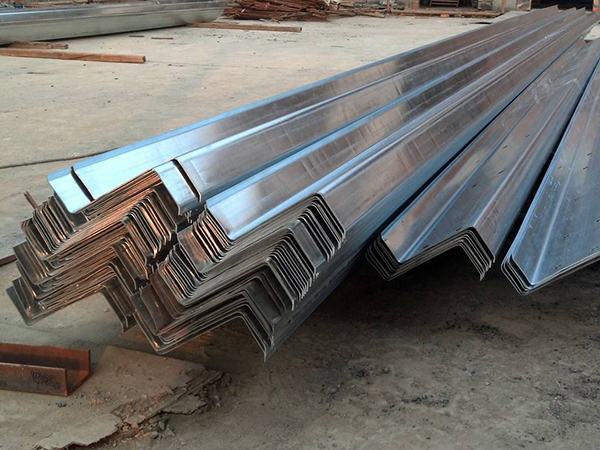
不锈钢板材都是有必然的耐心,钢结构加工全过程中简易发生变形,一般 主要表现为热变形、冷变形或相互之间有关的构件不可以拼装成一体,钢构件热变形一般 是由因焊接加工工艺不当之处组成的,冷变形则是由容积大、刚度差发病的;相互之间有关构件没法拼装成一体,与施工放样画线禁止、拼装次不正确或变形相关,钢结构加工发生变形,就需要对其开展整形美容解决,那样做只不过增加钢架结构制做成本费,一同增加了钢构件制做施工期。它是一件对交易双方都不好的事儿。兰州钢结构厂家跟大家一同讨论一下如何更强的避免 兰州钢结构加工变形这一观点。
一、兰州钢结构加工夹具固定不动法:用刚度非常大的夹具夹持组成焊件,用强制权操纵变形,随后开展焊接,这类方式称夹具固定不动法。焊件內部发病的胀全力和减少力,被夹具的相互作用力所限定,可显著地降低变形。但此类方式焊件內部存有很大的热应力,对规定焊件热应力较小的构件,不适合采用此方法。

二、采用精-准定位操纵法:钢构件焊接前,用很多点焊将焊接位置或四周准确定位,还可在焊接两侧压以吊物,这类方式称精-准定位操纵法。
三、反变形法:构件在焊接前,应依据金属材料构件情况辨别。在焊后制冷时,发病变形的方位和减少量,将焊件事先向反过来方位坎坷或斜置,焊接后由于本身减少变形,正好恢复到订购的样子部位。就可以到达避免 兰州钢结构焊接变形与降低焊接地应力的目地。
四、焊接次法:恰当分配焊接次,是避免 焊接变形的合理方式。焊接变形的标准是一道焊接造成兰州钢结构的变形非常大,每道焊接造成的变形量,一般不可以相互之间相抵,很后的变形方位,总数很先焊的焊接造成的变形方位相一致。






 当前位置:
当前位置:

 热门推荐
热门推荐










 甘公网安备 62012102000191号
甘公网安备 62012102000191号