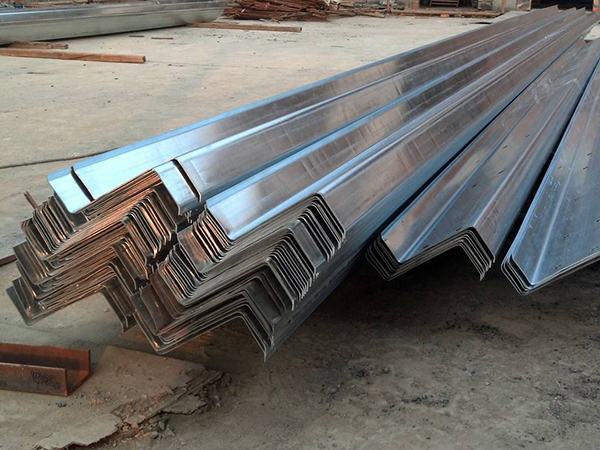
兰州钢结构工程-钢构造生产加工质量管理六大关键点
钢构加工的质量把控主要体现在制作中的全过程跟踪查验操纵,有以下几点:
1、钢结构图纸推进
推进设计图应该根据设计图纸对钢结构结构、连接点结构做好健全。剖析生产加工焊接变型及构造承受力变型,明确提出对构造的预变形处置措施。
兰州市钢构加工详尽注名构件的序号、精准定位尺、净重、原材料等相关信息。要能代表出工程项目总体三维关联、关键操纵座标等宏观经济信息内容,这样有利于安装中..测量操纵。
根据实际起重吊装标准进行按段,并兼顾到组装误差,焊接收拢变型等多种因素,对施工必须焊接位置一定要在制造厂焊接,如幕墙预埋件,作业平台。
2、钢架结构原料操纵
(1)建筑钢材:应全面检查炼钢厂开具的质量证明书或检测报告,成分、物理性能和其他质量标准必须符合执行标准的相关规定。依据建筑钢材质量证明书与尺寸规格表逐张检测、核查,并注意建筑钢材表面品质、薄厚、部分平整度,建筑钢材端边或断裂面处不得有分层次、焊瘤等缺点。
(2)焊接原材料:所采用的焊接原材料要和本项目所使用的建筑钢材相符合,因为不同类型的生产日期品质通常存在一定的差别,应按照要求分批进行抽样检查。焊丝、助焊剂要存放恰当,不可返潮,不然会严重影响操控的使用性能,并且会让接头物理性能产生不利影响。焊接原材料摆放时间太长或返潮后应再次进行焊接实验
钢构加工
3、钢架结构下料制孔操纵
激光切割前建筑钢材表面的洁净度、平面度,激光切割尺寸、横断面的表面粗糙度、垂直角度、空缺深层及坡口角度等符合规定;安装及焊接处表面需解决。
放样:各部位和零件的拼装,构件预拼件拼装都需要靠谱放样工在生产加工表面和拼装大样版中进行..放样。放样后需经检查员检测,以保证构件生产加工的几何尺寸、视角准确。
打孔模版、打孔后固定板、节点板与本身里的基准点相匹配;孔轴力、孔位的偏位、孔位、同心度及垂直角度、孔边、孔旁的表面品质要严格把控。为了保证打孔精度品质,选用模钻时均需有放样工放样画线划到标准中心线和孔核心。
4、钢架结构安装操纵
组塔等作业平台与胎架强度、弯曲刚度、平整度和有关的焊接夹具;大样图及特别制作模套的尺寸;零部件材质、序号、尺寸、尺寸精度、总数、联接及焊接处表面解决;基准点、基准点,十字轴线,零部件的安装定位线;零部件的安装部位、方位、视角、同轴度、垂直角度、拱度、焊缝的视角、钝边、空隙,垫片板密贴及接头移位;安装的顺序及方式,放缝的焊接收拢及加工的剩余量;定位焊的尺寸、长短、间隔、部位、表面品质。
构件的组装:构件组装就是指电弧焊前焊接精准定位固定不动,组装前解决配料开展纠正,由放样工作人员划到轴线、位置线,待验收合格之后才准焊接固定不动,需待检测之后才准交货宣布焊接。
5、钢架结构纠正
纠正:纠正工作中围绕钢结构加工的全过程,从下料前至下料、电弧焊、拼装手工焊等均需纠正,以保证构件的尺寸、品质、样子达到规范标准,严格把控弯折、扭曲变形。
摩擦表面解决:构件连接摩擦表面端部运用数控车床铣平,摩擦表面经抛丸清理机解决表面磨擦度,在大自然前提下使之造成铁锈。摩擦表面生产加工与此同时应使用同样的材料及加工工艺制做试样,然后进行摩擦阻力实验,以保证摩擦阻力做到相关要求。
构件表面解决:处理后的零件、构件、构件应均按照规定开展边沿生产加工,清除毛边、焊疤、焊接溅出物、污渍等,然后进行表面查验。待构件制成品并去净表面后,用抛丸除锈机开展表面防锈处理解决。
6、钢架结构品质检验
编号、构件号、中心轴线、零位线、1m标高线等防伪标志标识及它们方向与位置。构件的全长、横断面尺寸、弯曲度、扭曲度、拱度、两边的坡度、平面对角、施工工地焊接的焊缝,螺丝孔的孔位、部位尺寸是否达标,构件的外观检查及激光切割随意旁的倒圆角等







 当前位置:
当前位置:

 热门推荐
热门推荐











 甘公网安备 62012102000191号
甘公网安备 62012102000191号